Fanuc референтная точка
Купить Fanuc референтная точка в компании Олниса можно оптом или в розницу. Доставим Fanuc референтная точка в любой регион России. Можем предложить точный аналог. Работаем напрямую с производителем, не используя посредников.
Японская компания Fanuc специализируется на разработке и производстве станков и роботизированной техники с числовым программным управлением. Тем не менее, для того чтобы осуществлять обработку различных заготовок на этом функциональном оборудовании, пользователю требуется самостоятельно его программировать, а в частности описывать положение инструмента с помощью координат.
Точки координат на станках с ЧПУ.
На станочном оборудовании с ЧПУ требуется определение и назначение определенных точек координат. К ним осуществляется подвод механизма, и относится программирование измерения детали. Эти точки имеют следующие названия: нулевые (машинные точки), референтные точки, начальные точки заготовки, точки упора и точки начала.
Вышеперечисленные точки имеют определенные буквенные обозначения:
Fanuc референтная точка. Особенности настройки.
Референтные точки на станках требуется настраивать в следующих случаях:
Настройка референтных точек имеет определенную последовательность:
После завершения процесса настройки референтных точек, пользователю потребуется выполнить редактирование программных конечников.
Условия покупки.
Приобрести качественное электронное оборудование для автоматизации технологических процессов на производстве, можно в компании «Олниса». Мы поставляем надежное оборудование от ведущих производителей, отправляем продукцию по всем городам России и странам СНГ. Кроме того, на все оборудование в обязательном порядке предоставляется долгосрочная гарантия.
Реферирование станка на ITNC530
Реферирование станка на ITNC530
Определение понятия референтных меток
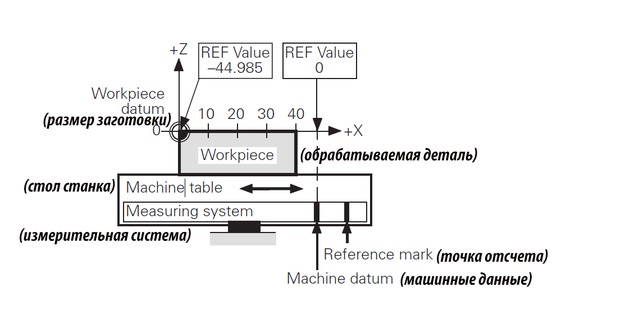
Линейные энкодеры HEIDENHAIN спроектированы с одной или несколькими опорными метками.Опорные метки идентифицируют положение оси на известном расстоянии от машинных данных(машинных параметров).Положение свободно выбираемой базы данных определяется относительно машинных данных(машинных параметров).
Машинные данные(машинные параметры) назначаются производителем станка, это необходимо для:
Определение пределов хода (программные конечные выключатели)
Перемещение на позицию, на которую ссылается станок (например, позиця смены инструмента)
Установка координат детали
Для эталонных меток с дистанционным кодированием опорная точка машины определяется по шкале контрольной точки, которая находится на первой контрольной отметке после начала измерительной длины.
В машинных параметрах MP 960.x содержится расстояние между шкалой опорной точкой и нулевой точкой станка, то есть в параметрах MP 960.x задаются нулевые точки станка
Примечание:
После снятия и монтажа измерительной системы(энкодеры,линейки и.т.д.) значения в МP 960.х вероятно, придется изменить.
Кодирующее устройство угла или энкодер в шпиндельном двигателе могут использоваться для ориентации шпинделя.
Машинный параметр MP 3430.x содержит отклонение точки реферирования от желаемого положения.
Пересечение в референтных точках
Точки реферирования должны быть пересечены после любого прерывания в питании. Это может быть сделано двумя рязличными путями:
Нажмите кнопку NC-START. Точки реферирования должны быть пересечены автоматически. (последовательность осей и как часто кнопка NC-START должена быть нажата,определяет производитель станка).
Нажмите кнопку направления оси машины. Пользователь определяет последовательность для реферирования осей.
При обслуживании машина может быть в состоянии где последовательность для автоматического реферирования осей может привести к столкновению и таким образом повреждению станка или травме людей (например, сообщение об ошибке с перезагрузкой).
Определите последовательность для реферирования самостоятельно!
Убедитесь, что последняя установленная Наклонная рабочая плоскость,активная или неактивная, была верной.
Установите низкую скорость подачи и последовательно нажимайте соответствующие клавиши направления оси! При необходимости спросите оператора машины!
Если после включения питания машины не было или нет, прохождения всех референтных меток (например, из-за предыдущего изменения в другой режим работы) с PASS OVER REFERENCE MARK(Проход через референтные точки) должен быть активирован обратный знак.
Выберите ручной режим работы и нажмите программную клавишу.
Опорные точки перемещения появляются на экране.
После прохождения контрольных меток:
Программные конечные выключатели активированы.
Воспроизводятся последние сохраненные данные и машинные данные.
Возможны позиционирование PLC и позиционирование с помощью команд M91 и M92.
Счетчик установлен на ноль для осей в разомкнутом контуре.
Если контрольная метка энкодера не может быть использована, например, из-за неблагоприятной передачи двигателя и поворотной оси,то может оцениваться внешний контрольный импульс.
В MP 4130.x быстрый вход PLC определяется для внешнего опорного импульса.
В MP 1360.x для соответствующей оси вводится номер быстрого входа PLC.
MP 1350.x = 6 для соответствующей оси.
Чтобы не допустить, чтобы оси нарушали пределы перемещения при пересечении контрольных меток, для каждой оси требуется кулачок расцепляющего механизма (в исходном конечном положении). Кулачок расцепляющего механизма должн быть установлен изготовителем станка на концах диапазона хода. Сигналы переключателя от кулачока расцепляющего механизма отправляются на свободные входы PLC. Программа PLC должна заблокировать эти входы PLC с W1054 для «Конечной позиции метки».
Она выходит за пределы положительного программного конечного выключателя и движется в положительном направлении к расцепляющему кулачку.
Она выходит за пределы отрицательного программного конечного выключателя и движется в отрицательном направлении к отрицательному расцепляющему кулачку.
Энкодеры c интерфейом EnDat
Энкодеры с интерфейсом EnDat могут быть подключены к входу положения и скорости MC 422 (B) и CC 42x. С этими энкодерами нет необходимости перемещать контрольные метки. значение позиции считывается только при включенном управлении.Его нельзя прочитать снова. При подключении датчика положения с интерфейсом EnDat:
MP1350.x = 5 для соответствующей оси При подключении датчика скорости с интерфейсом EnDat:
iTNC автоматически пытается установить связь с энкодером. При подключении датчика скорости с интерфейсом EnDat в качестве датчика положения:
MP1350.x = 5 для соответствующей оси
MP110.x = 0 для соответствующей оси
Примечание:
Если использование многострочных энкодеров с интерфейсами EnDat приводит к превышению показаний, соответствующая информация вводится в системный файл NCDATA.SYS. Для обмена управления этот файл должен быть перенесен или параметр MP960.x должен быть скорректирован
Во время двойного эталонного прогона абсолютная позиция сначала выводится через интерфейс EnDat энкодера скорости. Если в более позднее время будет пройдена контрольная отметка датчика положения, контроль продолжает работать с этой меткой.
Установите соответствующие биты в параметр MP1355 на 1 для осей, для которых должен быть выполнен двойной контрольный пробег.
Расстояние между датчиком скорости и датчиком положения вводится в параметр MP1356.x.
Если контрольная метка датчика положения сначала пройдена, будет сообщение Set MP1356. axis number to value(Установите в параметре MP1356.указан номер оси в значение)
Введите это значение в параметр MP1356.x.
При реферировании, возможны следующие причины ошибки:
Неисправный расцепляющий кулачек (исходное конечное положение)
Сдвинутый магнитный лист (оценивается неправильно или отсутствует контрольная отметка)
расцепляющий кулачек слишком близко к сигналу контрольной метки (во время задания через двигатель энкодер, оценивает ошибочную эталонную позицию)
Совет дня от Haas. Использование команды G53 вместо G28 на фрезерном станке HAAS
Добро пожаловать в нашу рубрику «Совет дня от HAAS». В каждой нашей программе для фрезерных станков в определенных точках мы должны будем переместить инструмент или стол в нулевое положение. Мы можем делать это в конце программы или перед сменой инструмента. Понимание того, как в действительности работают коды G53 и G28, может облегчить жизнь операторов. А вот непонимание того, как эти коды работают, может увеличить время обработки по нашим программам. Или даже преподнести нежелательные «сюрпризы».
Давайте рассмотрим наши команды G53 и G28. Как операторы и программисты, мы должны понимать, как оба эти кода работают, чтобы отправить наш инструмент или стол в исходное положение. Эти коды работают немного иначе на токарном станке. Поэтому, мы разделили этот Совет дня на две версии: для фрезерного и для токарного станка. Так что обязательно посмотрите версию этого Совета дня для токарных станков.
В данный момент я в точке машинного нуля. Это наше нулевое положение. Почему мы называем его нулевым положением? Да потому что это точка, где стоят датчики нулевого положения. Когда Вы приходите утром и нажимаете кнопку «включение/перезапуск» (Power UP), каждая ось двигается в нулевое положение до того момента, как сработают датчики нулевого положения. Обычно это правый задний угол в конце направляющих фрезерных станков HAAS. Машинный ноль — очень полезная референтная точка по той причине, что она всегда неизменна. Не важно, какие инструмент или коррекции заданы, нулевое положение всегда неизменно.
Если в конце программы мы хотим передвинуть ось Z вверх и рабочий стол так, чтобы поместить тиски напротив двери для удобства оператора, мы можем это сделать. Чтобы сделать это безопасно, мы будем перемещать оси поочередно — сначала ось Z, а затем оси X и Y.
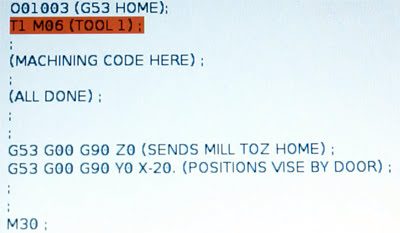
Сейчас мы с самого начала покажем Вам как использовать метод G53. У меня загружена программа, в которой обращаемся к инструменту 1: Т1 М06, а затем обрабатываем деталь.
Машинное положение всегда совпадает с кодом G53. G53 –это немодальный выбор координат станка, т.е. его нужно задавать в каждом кадре. Это означает, что код G53 работает только с теми строками программы, в которых он прописан. Поэтому, если нам нужно сделать перемещение на базе машинного нуля, необходимо прописать код G53 в каждой строке. Как только программа минует строку с кодом G53, станок возвращается к той системе координат, в которой был до строки с кодом G53. В нашем случае к G54.
Теперь я прописываю G00 и G90 в каждой из строк с кодом G53. Но я делаю это лишь для ясности и безопасности. Вот, собственно, и все про G53.
Очень незамысловатый код. Простой в использовании для того, чтобы переместить стол или инструмент в исходное положение.
О, у меня есть еще кое-что, что я хотел бы рассказать о G53, что-то, что может быть полезно кому-то из вас. На некоторых моделях станков HAAS, таких как UMC или портальные станки GR, есть небольшой запас хода над точкой G53 Z0. Это действительно может быть полезно. На модели UMC может быть 2,5 дюйма (6,35 см) запаса хода над точкой G53 Z0, что позволяет нам использовать команду G53 G0 Z2.5. На портальном станке GR может быть четыре дюйма (10,16 см) запаса хода над этой точкой смены инструмента.
Если Вы не уверены, какой у Вас запас хода на Вашем конкретном станке, воспользуйтесь маховичком: с его помощью переместите ось Z до самого верха и посмотрите на машинное положение. Значение Z в данной точке и есть максимальное положение G53, которое может быть достигнуто на Вашем конкретном станке.
Если команду G53 XYZ можно сравнить с возвращением прямиком домой после работы, то использование команды G28 XYZ — это как заскочить в магазин за продуктами на пути домой. Я на полном серьезе.
Хотя оба кода G53 и G28 возвращают станок в нулевое положение, принцип действия у них абсолютно разный. Когда Вы даете команду одной оси или более двигаться домой с помощью кода G28, станок не будет сразу перемещаться в эти нулевые положения. Он сначала переместится в точки X, Y или Z в текущей рабочей системе координат на пути в нулевое положение.
Итак, давайте на это посмотрим. У меня тут заготовка поставлена, и ноль находится в ее переднем левом углу. Если бы в процессе выполнения программы я использовал код G28 X0 Y0 Z0, мой инструмент начал бы быстро перемещаться прямо в этот верхний левый угол. Так как это в данном случае точка G54 XY0. После перемещения в эту точку станок быстро перемещается в нулевое положение.
Итак, еще раз: мы не используем команду G28 в режиме абсолютного позиционирования G90. Это неправильный метод использования данного кода. Если Вы наберете эту команду через ручной ввод данных, то Вы рискуете получить аварийное столкновение на станке. G28 необходимо использовать только в режиме инкрементного (с приращениями) позиционирования (G91).
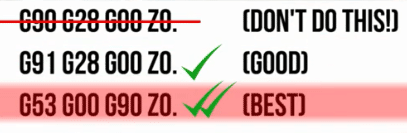
Не все правильно понимают этот метод, потому мы настоятельно рекомендуем использовать код G53. Если Вы используете код G28 в режиме инкрементного (с приращениями) позиционирования G91, то убедитесь, что затем станок возвращается в систему абсолютного позиционирования G90, и тогда все в порядке.
То, что мы можем отправить инструмент в нулевое положение оси Z перед операцией сменой инструмента, не означает, что нам необходимо делать это. Взгляните на эту программу. Типичная программа, мы все время наблюдаем такие. Но она отнимает много лишнего времени. Эта программа выключает подачу СОЖ. Затем перемещает станок в машинный ноль по оси Z. Затем останавливает шпиндель перед операцией смены инструмента. В конце программы происходит все то же самое, и только затем стол перемещается вперед к оператору.
В каждой строке этой программы заложена пустая трата времени. Лучше бы было удалить все эти строки программы. Когда они удалены, ЧПУ автоматически одновременно выключит подачу СОЖ, переместит ось Z в положение смены инструмента и остановит шпиндель. Это все делается одновременно вместо того, чтобы ждать, пока завершится каждая строка программы.
Итак, удалив все эти M5, M9 и шаги возврата в нулевое положение перед сменой инструмента, Вы сэкономите кучу времени. Мы даем Вам этот совет, потому что он очень помогает сэкономить время обработки.
И это все на сегодня. Подпишитесь на наш канал на Youtube, чтобы увидеть больше советов. И не забудьте заскочить за продуктами на пути домой.
Основные методы измерения длины с помощью датчиков линейных перемещений HEIDENHAIN

Принципы измерения. Шкала.
Измерительные датчики HEIDENHAIN основаны на оптическом методе считывания, они имеют шкалу с равномерной текстурой – так называемые штрихи. Носителем для штрихов является стекло или сталь. В линейных датчиках больших длин в качестве носителя служит стальная лента. Высокоточные штрихи наносятся на носитель всевозможными фотолитографическими методами. Шкалы делают из следующих материалов:
— штрихи из хрома на носителе из стекла
— вытравленные матовые штрихи на позолоченной стальной ленте
— трехмерные структурные решетки на стекле или стали
Абсолютный метод измерения длины с помощью датчиков линейных перемещений HEIDENHAIN
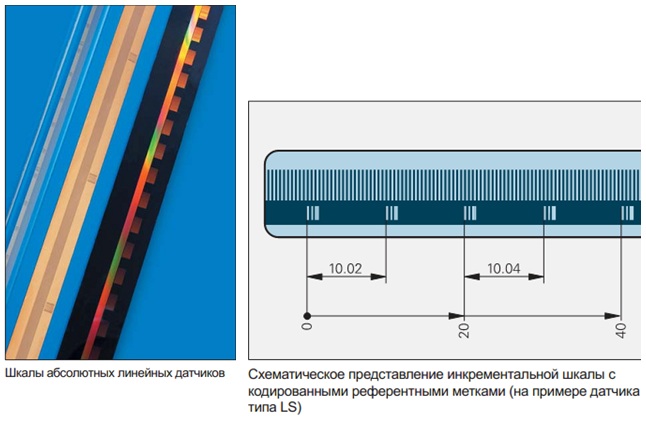
При абсолютном методе измерения сразу после включения аппаратуры становится доступным абсолютное значение положения оси на текущий момент, оно может быть считано измерительной электроникой. Прохождение определенного участка пути для определения положения в этом случае не требуется. Информация о текущем положении считывается с закодированной специальным образом шкалы. Для генерации выходного инкрементального сигнала применяется отдельная дорожка со штрихами.

Инкрементальный метод измерения
В инкрементальном методе измерения шкала состоит лишь из одного ряда равномерных штрихов. Данные о положении становятся доступными путем подсчета отдельных инкрементов (шагов измерения) относительно выбранной нулевой точки. Для определения положения нужна абсолютная точка отсчета, в качестве которой на шкале применяется отдельный ряд штрихов, несущий референтную метку. У референтная метки такой же период сигнала, как и у инкрементального сигнала. Для восстановления или установки заново нулевой точки нужно проехать референтную метку. В худшем случае, для пересечения референтной метки, нужно проехать большую часть измеряемого пути. Для того, чтобы уменьшить этот участок многие линейные датчики фирмы HEIDENHAIN обладают кодированными референтными метками : дополнительный ряд штрихов имеет множество референтных меток на разном расстоянии друг от друга. Электроника определяет абсолютное положение после пересечения двух реф. меток, т.е. всего лишь через несколько миллиметров пройденного пути. Кодированные датчики линейных перемещений обозначены буквой “С”, которая следует за типом линейки (например, LS 487 C).
Нулевая точка в кодированных датчиках можно определить путем подсчета инкрементов между двумя референтными метками и находят её по следующей формуле:
P1 = (abs B–sgn B–1) x G/2 + (sgn B–sgn V) x abs MRR/2
P1 = положение первой пройденной реф. метки в периодах сигнала
abs = абсолютное значение
sgn = знак числа (= “+1” или “–1”),
V = направление движения (+1 или –1) движение считывающей головки вправо (при правильной установке) соответствует “+1”
Фотоэлектрический метод считывания
Большинство приборов фирмы HEIDENHAIN основаны на фотоэлектрическом способе считывания. Фотоэлектрическое считывание производится без контакта, поэтому отсутствуют изнашиваемые элементы. Этот способ позволяет распознавать штрихи шириной в несколько микрометров и генерировать выходной сигнал с очень маленьким периодом. Чем меньше период штрихов шкалы, тем большее влияние оказывает дифракция на фотоэлектрическое считывание. HEIDENHAIN использует в линейных датчиках два метода считывания:
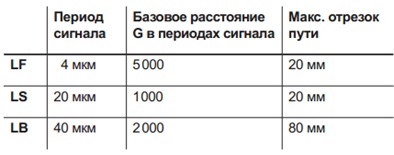
— Отображающий метод для периодов штрихов шкалы 20 мкм и 40 мкм
— Интерферентный метод для очень маленьких периодов штрихов, например, 8 мкм
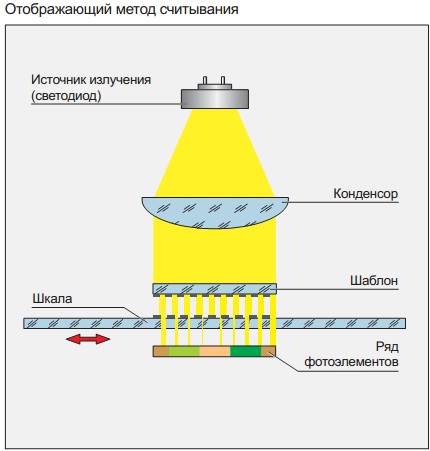
Отображающий метод считывания
В упрощенном виде отображающий метод – это генерация сигнала на основе значений свет/тень: две шкалы со штрихами одинакового или похожего периода (шкала и шаблон) двигаются друг относительно друга. Носитель штрихов шаблона делается из прозрачного материала, носитель самой шкалы тоже может быть прозрачным или иметь металлическую рефлектирующую поверхность. После прохождения параллельных лучей света через шаблон образуется определенная свето-теневая последовательность. Далее прошедшее излучение попадает на шкалу. При движении шаблона вдоль шкалы штрихи на шаблоне могут совпадать со штрихами на шкале, образуя в местах просветов на выходе “свет”, либо штрихи накладываются на просветы и на выходе получается “тень”. Ряд фотоэлементов преобразует этот световой сигнал в электрический.
Интерферентный метод считывания
При сдвиге шаблона относительно шкалы на один период, фронт волны 1-го порядка сдвигается на одну длину волны в плюс, а фронт волны –1- го порядка на одну длину волны в минус. Так как эти две волны интерферируют после шаблона, то их сдвиг достигает двух длин волн. Таким образом, получается два периода сигнала при одном относительном сдвиге на один период. Приборы с интерферентным методом считывания работают со шкалами, период которых составляет 8 мкм, 4 мкм и меньше. Их сигнал не содержит высоких гармоник и может быть интерполирован. Они применяются при высоких требованиях к точности и разрешению. Датчики линейных перемещений, основанные на интерферентном методе считывания, обозначаются типом LF.
Интерферентный метод считывания (оптическая схема)
Смещение фазы световой волны при прохождении через шаблон
Смещение фазы световой волны при движении шкалы вдоль оси х
Настойка начальной точки и лимитов
Данную настройку надо производить при переустановке программы или сбое работы станка. Необходима для правильно позиционирования станка относительно концевых датчиков и включения лимитов рабочего стола.
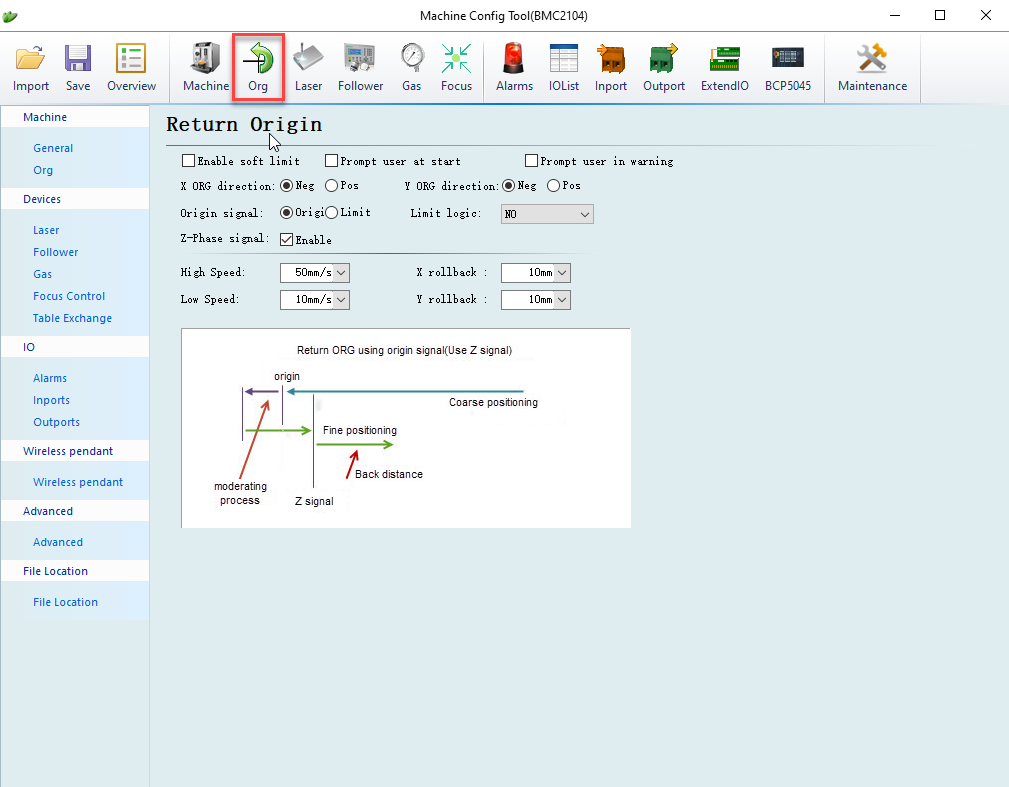
ENABLE SOFT LIMIT включив эту функцию оператору не разрешается отключать программную защиту от лимита рабочего поля.
Программа будет иметь возможность выбрать, будет ли включена/выключена функция мягкого ограничения.
PROMT USR AT START Включив функцию, то каждый раз при открытии CypCut будет запрашивать диалоговое окно, информирующее оператора о выполнении операции возврата в дом для сброса системы координат.
PROMT USER IN WARNING Включив функцию, то каждый раз при открытии CypCut будет выдавать предупреждение о возврате, оно существует как сигнал тревоги и не позволяет оператору выполнять другие операции, пока машина возврата происхождения.
X/Y return origin direction определяет квадрант координат после возврата в исходное положение. Например, если выбрать X и Y как в отрицательном направлении, так и в начале координат, результатом будет первая координата.
Origin signal предназначен для выбора сигнала концевого выключателя выборки или сигнала переключателя исходной точки в исходной точке возврата.
Limit logic предназначена для установки срабатывающей полярности датчика переключателя: нормально-открытый или нормально-закрытый, CypCut поддерживает концевой выключатель типа NPN.
High speed применяется при грубом позиционировании переключателя исходной точки.
Low speed применяется в точном позиционировании переключателя исходного положения.
Rollback — это расстояние, на которое машина отступает после обнаруженной исходной точки, чтобы немного отвести механическую нулевую точку от концевого датчика исходной точки.