Системы управления для ЧПУ станков
Автоматизация процессов производства взошла на новую ступень развития. Компьютеры в системе управления уже давно стали обычным явлением. Многие люди знают, что такое CNC, а производством изделий с этой системой управления занимаются многие известные организации.
Принцип работы CNC

Функционирование ЧПУ станка осуществляется в следующей последовательности:
Что такое NC CNC?
CNC или Computer numerical control — одно из направлений в разработке устройств разного назначения, которое базируется на применении электронных аппаратов в системе управления. В России оно известно как числовое программное управление (ЧПУ).
ЧПУ является компьютеризированным комплексом, который управляет рабочими элементами устройства и контролирует выполнение задач. Любые движения таких элементов задаются управляющей программой для этого станка. Она формируется из команд, которые записаны на языке программирования устройства.
Компьютер сохраняет управляющую программу, и оператор всегда может ее использовать для выполнения определенной функции.
Справка : Система CNC расширяет возможности ранее применяемой системы NC. Ее основа — микроконтроллеры, логические контроллеры, а также компьютеры, основанные на микропроцессорах.
Классификация современных систем управления ЧПУ для станков

Международная классификация предусматривает следующие классификацию станков ЧПУ:
Подсистема управления ЧПУ

Центральная часть системы ЧПУ — подсистема управления. Она способна читать управляющую программу и отдавать команды разным аппаратам станка на выполнение определенного вида работ. Также она взаимодействует с человеком и позволяет оператору контролировать обработку.
Открытая
Открытые системы управления имеют аппаратную начинку, которая почти такая же, как и у домашнего компьютера. Их достоинство заключается в доступности и дешевизне электронных элементов, многие из которых можно купить в простом компьютерном магазине. Но надежность таких систем ниже, чем у закрытых.
Закрытая
Закрытые системы управления имеют свои алгоритмы и цикл работы, а также свою логику. У таких систем есть одно важное достоинство: они обладают высокой надежностью, так как все их элементы прошли тестирование на совместимость. Минус системы в том, что невозможно самостоятельно обновить систему ПО и редактировать ее настройки.
Исполнительный механизм
Исполнительный механизм изделия включает в себя рабочий стол и шпиндель. Стол управляется передвижением осей X и Y, а шпиндель осью Z. Подсистема состоит из набора двигателей и винтов, которые нужны для выполнения команд, поступающих из подсистемы.
Ходовой винт является важным элементом исполнительной подсистемы. По сравнению с устройствами, имеющими ручное управление, они имеют высокую точность, что минимизирует трение, появляющееся при движении исполнительного элемента и почти исключающее появление люфтов.
Двигатели — еще один важный элемент подсистемы. Особенности конструкции станка с ЧПУ предусматривают серводвигатели и шаговые электрические двигатели. Последние служат для образования электрических сигналов в дискретное механическое движение.
Подсистема обратной связи
Главные элементы подсистемы обратной связи — датчики, функционирующие как измерительная система. Они контролируют положение и скорость работы ножа. Блок управления принимает сигналы и создает новые, основываясь на исчислении разницы между настоящими и заданными параметрами.
Справка : Главная задача системы обратной связи заключается в обеспечении УС информацией о настоящем положении исполнительного элемента устройства и о скорости, с которой функционируют двигатели.
Какие бывают системы программного управления станками ЧПУ?
Устройства с ЧПУ отличаются между собой системой программного управления. Производятся устройства с двумя видами управления — позиционным и контурным.
Позиционное управление отличается от второго тем, что движение рабочих элементов осуществляется в заданной точке, при этом направление движения не задается. В итоге система устройства с ЧПУ автоматически будет искать короткий путь между точками.
Для устройств с ЧПУ контурного управления рабочие элементы перемещаются по определенной траектории и с определенной скоростью. Так, достигаются нужные характеристики обрабатываемого контура.
Какая из этих систем лучше, сказать нельзя. Ведь чтобы обработать сложную фасонную поверхность, нужно использовать контурную систему с ЧПУ, а чтобы просверлить или развернуть ее, идеально подойдет изделие с позиционным управлением.
Также существует адаптивное программное управление. Оно позволяет в автоматическом режиме приспособить изделие к меняющимся условиям технологической обрабатывающей системы.
Принцип работы управления токарным станком с ЧПУ
Многие операции, производимые на изделии с ЧПУ, происходят в автоматическом режиме. Все они делятся на основные, которые отвечают за металлообработку и вспомогательные, контролирующие отвод стружки, подачу смазочного материала, установку и снятие деталей.
Порядок осуществления работ на токарном станке следующий:
Все происходит автоматически, кроме установки и снятия детали со станка. Даже замер бывает автоматизированным, а элементы для закрепления имеют быстрозажимную оснастку.
Справка : В целом применение токарного станка приводит к уменьшению трудозатратности, ускорению рабочего процесса и уменьшению количества брака. Производство, которое обладает такими устройствами, более эффективное: уменьшается число травм на заводе и появляется возможность легко производить сложные металлические детали.
Сфера применения станков с ЧПУ определяется их конструкцией и принципом работы, поэтому прежде чем выбрать оборудование, нужно определиться с тем, какие станки и из каких материалов будут на нем обрабатываться.
10 лучших систем ЧПУ в мире

Система ЧПУ — это совокупность специализированных устройств, методов и средств, необходимых для реализации ЧПУ станком, предназначенная для выдачи управляющих воздействий исполнительным органам станка в соответствии с УП.
1. Японская система ЧПУ FANUC

Пять характеристик ЧПУ системы FANUC:
1) Высоконадежная серия PowerMate 0 используется для управления небольшими 2-осевыми токарными станками. Она может быть оснащена CRT/MDI с четким экраном, простым управлением и китайским дисплеем или DPL/MDI с хорошим соотношением производительность/цена.
3) Полнофункциональные 0-c серии 0-TC используются для универсальных токарных станков и автоматических токарных станков, 0-MC используется для фрезерных, сверлильных станков и обрабатывающих центров, 0-GCC используется для внутренних и наружных круглошлифовальных станков, 0-GSC используется для плоскошлифовальных станков, и 0-TTC используется для двухревольверных 4-осевых токарных станков.
4) Высокопроизводительные и недорогие станки серии 0i имеют общий функциональный пакет программного обеспечения пакет программных функций, способный высокоскоростную и высокоточную обработку и имеет функцию искривления сетки.
5) Сверхмалый и ультратонкий блок управления серии CNC16i/18i/21i с функцией сети интегрирован с ЖК-дисплеем, с сетевой функцией и сверхскоростной последовательной передачей данных.
Стандартная серия является самой полной системой ЧПУ в мире на сегодняшний день.
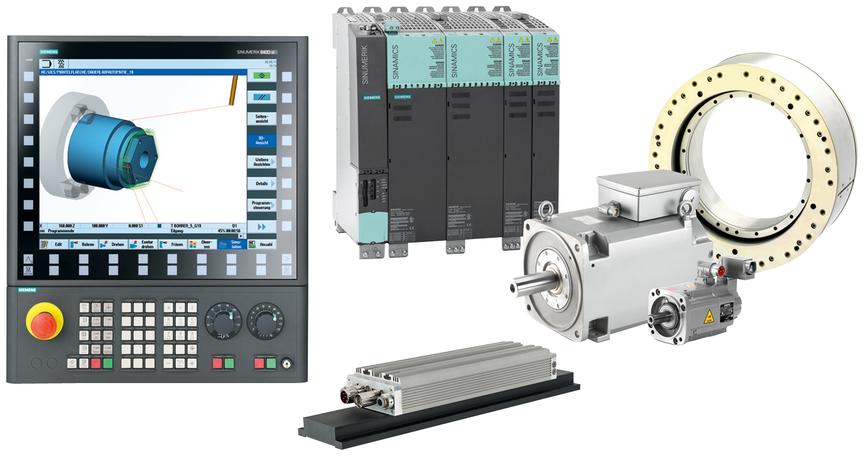
2. Немецкая система ЧПУ Siemens

Система ЧПУ Siemens является продуктом группы Automation and Drive Group в составе концерна Siemens.
Система ЧПУ Siemens SINUMERIK развивалась на протяжении многих поколений.
В настоящее время широко используются в основном 802, 810, 840 и другие типы.
Устройство ЧПУ компании SIEMENS имеет модульную конструкцию, которая является экономичной.
На стандартном оборудовании оно оснащено различным программным обеспечением для обеспечения различных типов процессов, что отвечает потребностям различных станков.
1960-1964 годах, промышленная система ЧПУ Siemens появилась на рынке.
С 1965 по 1972 год компания Siemens представила аппаратное обеспечение на основе транзисторной технологии для токарных, фрезерных и шлифовальных станков на базе предыдущего поколения систем ЧПУ.
1973-1981, Siemens представил систему SINUMERIK 550.
1982-1983, Siemens представил систему SINUMERIK 3.
1984-1994, Siemens представил систему SINUMERIK 840C.
1996-2000, Siemens выпустил систему SINUMERIK 840D, 5INUMERIK810D и SINUMERIK 802D.
Функции интеграции безопасности, связанные с людьми и машинами, были интегрированы в программное обеспечение.
ShopMil0 и ShopTurn для программирования графического интерфейса могут помочь операторам быстро приступить к работе с минимальной подготовкой.
В 1964 году компания Siemens зарегистрировала систему ЧПУ как бренд SINUMERIK
3. Японская система ЧПУ Mitsubishi

Mitsubishi стремится к повышению производительности своей продукции.
Линейка продуктов FA охватывает программируемое управление (PLC), интерфейс человек-машина (HM), сервосистемы переменного тока, инверторы, промышленных роботов и низковольтные распределительные устройства, которые доминируют в Азии.
Бизнес мехатроники также включает в себя поставку электроэрозионных станков и общего оборудования для лазерной обработки крови.
Для дальнейшего повышения производительности новая концепция интегрированных решений FA незаменима.
В промышленности широко используются такие системы ЧПУ Mitsubishi, как: M700V серия; M70V серия; M70 серия; M6OS серия; E68 серия; E60 серия; C6 серия; C64 серия; C70 серия.
Среди них серия M700V является продуктом высокого класса с полной нанометровой системой управления, высокоточной и высококачественной обработкой и поддержкой 5-осевой связи, которая позволяет обрабатывать заготовки со сложной формой поверхности.
Продажи систем промышленной автоматизации занимают первое место в Mitsubishi Group.
4. Немецкая система ЧПУ HEIDENHAIN

Компания HEIDENHAIN разрабатывает и производит высококачественные линейные и угловые энкодеры, поворотные энкодеры, цифровые считывающие устройства и системы числового управления.
Продукция HEIDENHAIN широко используется в прецизионных станках, оборудовании для производства и обработки электронных компонентов, а также в независимых машинных системах, особенно в полупроводниковой и электронной промышленности.
Операторы могут использовать простой в использовании язык программирования диалогового формата для написания стандартных программ обработки ISO на станке. Она подходит для фрезерных станков.
Система HEIDENHAIN может управлять до 12 осями.
Жесткий диск, поставляемый с системой iTNC530, обеспечивает клиентскую память емкостью 26 ГБ, достаточную для хранения большого количества программ, в том числе программ, написанных в автономном режиме.
5. Немецкая система ЧПУ Rexroth

Инжиниринговая фирма Rexroth расположена в Германии, а бывший отдел технологий автоматизации Bosch стал Bosch Rexroth в 2001 году.
Компания полностью принадлежит группе Bosch, но работает независимо.
Высококачественная система ЧПУ MTX Advanced может поддерживать до 250 осей с ЧПУ и 60 каналов с ЧПУ.
Система ЧПУ MTX основана на масштабируемой архитектуре, высокоскоростной шине Ethernet (серия 3) и платформе Open Core Engineering (Open Core Engineering), протоколе связи OPCUA M2M в сочетании с собственным производством Bosch OpCon MES. Благодаря подключению в реальном времени и эффективной коммуникации людей, оборудования и продуктов, построена очень гибкая, персонализированная и цифровая интеллектуальная модель производства.
Дополненная системой динамического управления производством с интеллектуальным подключением (Active Cockpit), она может осуществлять мониторинг взаимосвязей в режиме реального времени, что значительно повышает эффективность обмена информацией и доступа, повышает эффективность производства, а также качество обработки и производства продукции, точность материалов и процедур, а также сокращает материальные отходы и запасы.
В эпоху «Индустрии 4.0» компания хочет придать своей системе ЧПУ важную роль.
6. Французская система ЧПУ NUM

Она является дочерней компанией Schneider Electric и вторым по величине поставщиком систем ЧПУ в Европе.
Технические характеристики системы ЧПУ NUM:
Это компактная и полнофункциональная 32-разрядная система ЧПУ, полностью совместимая с системой серии NUM1060, особенно для 1-6-осевых станков с ЧПУ.
Базовый блок NUM1020T подходит для 2-4-осевого встроенного программируемого контроллера с ЧПУ (PLC) 32-разрядного CPU VLSI CISC фрезерного станка.
Базовый блок базовой конфигурации NUM1040M подходит для встроенного программируемого контроллера (PLC) CNC 32-разрядного CPU CISC фрезерного, расточного станка и обрабатывающего центра.
NUM1060 модульная, мощная многоосевая группа ЧПУ NUM 1060 предназначена для обработки металлов (фрезерование, точение, шлифование), обработки древесины и различных зуборезных станков, специальных станков и линейных или роторных комбинированных станков.
Это второй по величине поставщик систем ЧПУ в Европе
7. Испания Система ЧПУ FAGOR

FAGOR AUTOMATION является всемирно известным профессиональным производителем систем ЧПУ (CNC) и цифровых дисплеев (DRO).
Fagor является дочерней компанией испанской группы Mondragon, которая была основана в 1972. Компания фокусируется на развитии автоматизации станков.
Представление серий систем ЧПУ:
Серия CNC 8070 в настоящее время является самой высококлассной системой ЧПУ компании FAGOR, которая представляет собой сочетание технологий ЧПУ и ПК.
Её передовая аппаратная конфигурация и богатые функции программного обеспечения могут удовлетворить ваши текущие и будущие требования.
Она может контролировать до 28 осей, 4 шпинделя, 4 инструментальных магазина и 4 исполнительных канала.
Система управления серии FAGOR 8050: Это система высшего класса компании, которая может реализовать 6 осей, 5 связей, и делится на три категории: токарный станок, фрезерный станок (обрабатывающий центр), и высококлассная система ЧПУ.
Система числового управления Fagor серии 800 подразделяется на две категории: для токарных и для фрезерных станков (обрабатывающих центров).
Система ЧПУ FAGOR серии 8025 является крупнейшей по объему продаж в Китае и является системой ЧПУ FAGOR среднего класса.
8. Японская система ЧПУ MAZAK

Компания Yamazaki Mazak была основана в 1919 году, компания производит токарные станки с ЧПУ, токарные и фрезерные обрабатывающие центры из композитных материалов, вертикальные обрабатывающие центры, горизонтальные обрабатывающие центры, лазерные системы с ЧПУ, гибкие производственные системы FMS, системы CAD/CAM, устройства с ЧПУ, программное обеспечение для поддержки производства и т.д.
Система ЧПУ Mazatrol Fusion 640 использует высокопроизводительный, высокоскоростной 64-битный RISC процессор, и применяет превосходные возможности обработки данных для достижения высокой скорости и высококачественного управления движением.
Система ЧПУ Mazatrol Fusion 640 впервые в мире использует технологию слияния ЧПУ и ПК, реализуя сетевые и интеллектуальные функции системы ЧПУ.
Когда система ЧПУ напрямую подключена к Интернету, можно применять 24-часовое онлайн обслуживание, предоставляемое компанией Little Giant Machine Tool Co, Ltd.
Он включает в себя интеллектуальную экспертную систему с более чем 70-летним опытом механической обработки. Опыт MAZAK значительно упрощает написание программ обработки.
9. HNC

Устройства с ЧПУ HNC с независимыми правами интеллектуальной собственности сформировали серию продуктов высокого, среднего и низкого качества.
Компания разработала новые продукты для высококлассных систем ЧПУ серии HNC 8, и десятки комплектов были использованы для высококлассных станков с ЧПУ, включенных в крупные национальные проекты.
Показатели производительности сервопривода и шпиндельного привода с независимыми правами интеллектуальной собственности достигли международного передового уровня.
В нем используется верхняя и нижняя компьютерная структура с двумя модулями CPU, открытая архитектура, которая представляет собой технологию промышленной шины NCUC с независимыми правами интеллектуальной собственности.
Оно обладает функциями высококлассных систем ЧПУ, такими как многоканальная технология управления, пятиосевая обработка, высокоскоростная и высокоточная, токарная и фрезерная обработка, синхронное управление и т.д.
В основном используется в высокоскоростных, высокоточных, многоосевых, многоканальных вертикальных и горизонтальных обрабатывающих центрах, токарно-фрезерных комплексах, 5-осевых портальных станках и т.д.
HNC является одним из немногих брендов систем ЧПУ в Китае
10. GSK

GSK имеет первоклассное производственное оборудование и технологические процессы, а ее ежегодное производство и продажи систем ЧПУ занимают первое место в стране уже 10 лет подряд.
Системы ЧПУ GSK используются в большом количестве оборудования, например в токарных станках с ЧПУ, сверлильно-фрезерных станках с ЧПУ, обрабатывающих центрах с ЧПУ, шлифовальных станках с ЧПУ и так далее.
Среди них система GSK27 использует несколько процессоров для достижения управления на уровне HM;
Она имеет гуманизированный интерфейс взаимодействия человека и компьютера и настраиваемые меню. Она разработана в соответствии с требованиями эргономики, что в большей степени соответствует привычкам операторов;
В ней используется открытая программная платформа, которая может легко соединяться с программным обеспечением сторонних производителей;
Высокопроизводительное оборудование поддерживает до 8 каналов и 64-осевое управление.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Классификация современных систем ЧПУ

Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Компьютер нуждается в программе

В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, – устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, – каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка, необходимые для изготовления или обработки требуемой детали.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
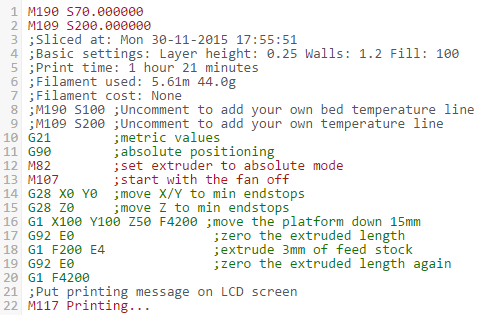
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
В первом примере код G01 обозначает «линейную интерполяцию» – прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 – против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли
Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!