Классификация метчиков для нарезания резьбы
Резьба на металлических деталях создается с помощью специального приспособления – метчика. Разновидностей таких инструментов существует несколько. Метчики для нарезания резьбы могут классифицироваться по назначению, конструкции, классу точности, материалу, использованному при изготовлении на заводе.
Понятие метчика для нарезания
Метчик – это профильный инструмент, предназначенный для резки в заготовках с отверстиями внутренней резьбы. Внешне такое приспособление представляет собой металлический винт с проделанными в нем канавками.
Предназначение
Использоваться метчики могут как в промышленности, так и домашними мастерами.
С их применением подготавливаются резьбовые соединения в ДВС, магистральных сетях, узлах промышленного оборудования. Используются такие устройства и при ремонте деталей с уже нанесенной, но сорванной резьбой.
Конструктивные особенности
Современные метчики имеют продуманную конструкцию, позволяющую создавать максимально качественную внутреннюю резьбу. Основными их элементами являются:

Зубцы на метчике, посредством которых делается нарезка, могут располагаться с разным шагом. По всей длине приспособления предусматриваются канавки, выполняющие одновременно 2 функции: удаление стружки и подачу в зону обработки смазывающей, охлаждающей жидкости. Количество таких канавок может варьироваться от 2 до 6.
Заборная зона инструмента отличается конической формой, а калибрующая – цилиндрической. Такая конфигурация позволяет уменьшить трение между элементами в процессе нарезки, а также добиться того, чтобы готовый результат получился максимально точным.

Принцип работы
Работает стандартный метчик за счет своего вращения. Совершать обороты приспособление при резке может в любом направлении в горизонтальной плоскости. Чаще всего вращение происходит вправо. Иногда на деталях требуется нанести левую резьбу. Для выполнения такой работы применяется левосторонний метчик.
Работа инструментом может производиться вручную или на промышленном станке. Нарезка выполняется на заготовке с уже имеющимся в ней отверстием. Иногда его приходится просверливать на месте. Резьба чаще всего создается по стандартным размерам ГОСТ.

Для выполнения резьбы отверстие может обрабатываться в несколько проходов или в один. Рабочая часть приспособления подразделяется на калибровочную и режущую зоны.
Первая формирует профиль резьбы в процессе ее нанесения, обеспечивает движение метчика по уже созданным виткам.
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
.jpg) При изготовлении метчиков руководствуются требованиями ГОСТ.
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.

Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
Наносятся отметки на хвостики метчиков.
Видовое разнообразие: классификация
Все существующие на рынке метчики делятся на несколько видов. Приспособления могут подразделяться по нескольким признакам.
По назначению
По этому параметру существуют такие типы метчиков:



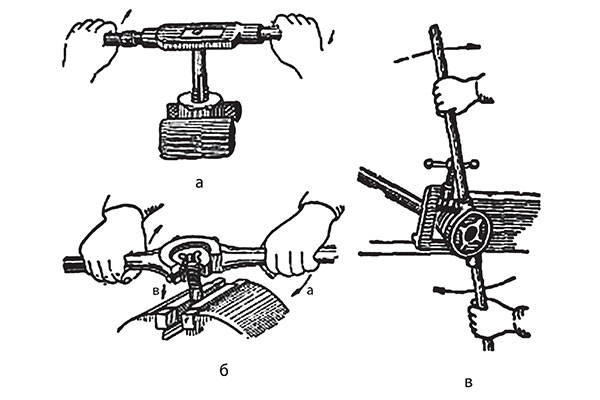
При выполнении резьбы приспособлениями ручного типа дополнительно используются тиски и вороток. Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.
 Тиски и вороток используются для выполнения резьбы.
Тиски и вороток используются для выполнения резьбы.
Машинные разновидности крепятся в станочном оборудовании. Основное их отличие от ручных приспособлений – в геометрии. Машинные метчики должны быть удобными для высокоскоростной работы. Это определяет особенности их конструкции.
Машинно-ручные инструменты подходят и для станочного оборудования, и для резки вручную. В последнем случае резьба может иметь шаг до 3 мм. Эти метчики поставляются изготовителями в нескольких вариантах – для разного вида отверстий.
По конструкции
В соответствии с конструктивными особенностями существует несколько типов метчиков:






Существует несколько метчиков, которые различаются по конструкции.Существует конструктивный тип метчиков, полость для подачи СОЖ у которых проходит внутри. Производители выпускают на рынок и инструменты, предназначенные для нарезки редко используемых и специальных разновидностей резьбы.
По типу нарезаемой резьбы
По этому признаку устройства могут быть:



Профиль метрического приспособления выглядит как равнобедренный треугольник с углами 60°. С помощью приспособлений этой разновидности можно создавать практически любые профили. Метрические инструменты разных размеров имеют собственный основной шаг, т. е. расстояние в резьбе между витками. Подбирая устройство для резки с нужным шагом, необходимо пользоваться таблицей ГОСТ.
| Типоразмер метчика | Диаметр отверстия, мм | Шаг резьбы основной |
|---|---|---|
| М1 | 0,75 | 0,25 |
| М2 | 1,6 | 0,4 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,2 | 0,8 |
| М6 | 4,95 | 1 |
| М7 | 5,95 | 1 |
| М8 | 6,7 | 1,25 |
| М9 | 7,7 | 1,25 |
| М10 | 8,43 | 1,5 |
| М11 | 9,43 | 1,5 |
Рабочая часть дюймовых метчиков отличается конической формой. Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Трубные инструменты бывают цилиндрические либо конические. Нужны такие инструменты для создания надежных соединений частей трубопроводов.
По материалу изготовления
При производстве метчиков на заводе материал используется с учетом того, для чего предназначается инструмент. Ручные устройства делают из высокоуглеродистых инструментальных сталей. При этом наиболее популярными марками такого металла являются У10А, У12А.
.jpg) Ручные устройства делают из инструментальных сталей.
Ручные устройства делают из инструментальных сталей.
Машинные метчики делают из сталей быстрорежущих. Чаще всего при производстве машинных приспособлений изготовитель использует стали этого типа марки Р6М5К5.
В заготовках из труднообрабатываемых материалов нарезка выполняется твердосплавными инструментами.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.
 При выборе метчика обращайте внимание на размер резьбы.
При выборе метчика обращайте внимание на размер резьбы.
Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Показатель метчика должен немного превышать этот параметр. Только при таком соотношении можно будет наносить точную резьбу.
Как правильно самостоятельно нарезать резьбу метчиком

Технологически процесс выполнения резьбы метчиком можно разбить на несколько несложных операций:

Диаметр сверла под отверстие в заготовке подбирается по таблицам ГОСТ.
| Диаметр резьбы | Шаг | Диаметр сверла |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
Рассчитать диаметр несложно самостоятельно. Этот показатель для сверла всегда меньше диаметра резьбы примерно на размер шага. Если отнять от диаметра резьбы в 2 мм показатель шага 0,4 мм, получится необходимый диаметр сверла – 1,6 мм. Для примера: необходимый диаметр сверла для резьбы на 10 мм с шагом в 1,5 мм таким образом будет равен 8,5 мм.
 Процесс выполнения резьбы происходит в несколько этапов.
Процесс выполнения резьбы происходит в несколько этапов.
Возможные проблемы и сложности
При нарушении технологии использования или из-за износа устройства при нарезке резьбы могут ломаться. Такая ситуация всегда перерастает в трудноразрешимую проблему. Изготавливаются метчики из лучших марок сталей. Поэтому высверлить оставшуюся в отверстии часть сломанного инструмента стандартным сверлом невозможно.
Таким образом, допускать поломки инструмента нельзя. Чтобы такого не случилось, во время работы следует соблюдать следующие правила:
Высверлить сломавшийся фрагмент инструмента из отверстия невозможно. Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Другой проблемой использования метчиков является их слишком быстрый износ. Происходит так, когда во время работы в зону резания подается недостаточное количество СОЖ. Сильно изнашивается приспособление и при недостаточно высокой скорости нарезки.
В некоторых случаях поверхность выполненной резьбы может получаться рваной. Так происходит или из-за слишком высокой скорости нарезки, или из-за того, что на режущей кромке инструмента образовался нарост.
Чтобы избежать образования наростов, метчики для работы следует выбирать правильно. Для мягких материалов полагается использовать устройства без покрытия, для нержавеющих сталей – с покрытием типа V. Образовываться нарост может и из-за низкой скорости резания или недостаточного подвода СОЖ.
Как правильно подобрать сверло под метчик?
Содержание
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
В этой статье мы приводим таблицы с диаметрами сверл под популярную резьбу для метрических, трапецеидальных, трубных и бесстружечных метчиков. Информация представлена для основного и мелкого шага. Кроме того, мы коснемся основных проблем, с которыми может быть связан подбор инструмента для высверливания черновых отверстий.
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Диаметр предварительного отверстия для метрических метчиков
Предлагаем ознакомиться с ГОСТами для метрической резьбы, которая нарезается стандартными метчиками наиболее популярных размеров М3, М4, М5, М6, М8, М10 и М12 с основным шагом.
Краткая таблица для самых распространенных размеров метрической резьбы с крупным шагом:
Как выбрать метчик
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.

Изображение № 1: Стандартный машинно-ручной метчик
Сегодня выпускают плашки с двумя стандартами: метрическим и дюймовым. Наиболее распространены метрические изделия, режущие края которых имеют конического типа лезвия.
Профиль на последних витках лезвий треугольной формы позволяет заворачивать гайки на восстановленную резьбу.
3. Принцип нарезания.
Использование метчиков ручного типа возможно в слесарном деле. При работе с вязкими сплавами (например, на основе титана) лучше применять инструменты машинного типа.
Распространение получили плашки разрезного, цельного и раздвижного видов. Цельные изделия создают резьбу наилучшего качества, поскольку отличаются высоким уровнем жесткости. Раздвижные используют в наборах, так как с их помощью удается сделать резьбу различных размеров.
Виды метчиков и их назначение
Назначение метчиков разнится, поэтому под каждый вид работ нужен свой инструмент. Расскажем об основных разновидностях.

Изображение № 2: Устройство метчика
Как выбрать сверло под метчик?
Как выбрать сверло под метчик, если вам необходимо нарезать резьбу определенного размера? Чтобы не ошибиться, помните о принципе создания отверстий. Дело в том, что при нарезании резьбы металл удаляется вместе со стружкой, выходя через режущие грани инструмента. Поэтому диаметры стрежней выбирают не по номинальному диаметру резьбы, а чуть меньше. Сориентироваться поможет таблица, размещенная ниже.

Таблица № 1: Рекомендуемые значения диаметров отверстий и стержней
Для чугуна и металлов высокой хрупкости диаметр сверла уменьшают на 0,1 мм от табличного значения. Для качественного выполнения дюймовой резьбы обращайте внимание на требуемый шаг и диаметр отверстия (смотрите таблицу ниже).

Таблица № 2: Диаметры отверстий под дюймовую резьбу
Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.

Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида. Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей.
При вычислении будущего диаметра отверстия пригодится формула:
D отверстия = D метчика * 0,8
Далее при выборе ориентируйтесь на таблицу.

Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Что такое метчик?
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
Конструкция метчиков
Метчик состоит из рабочей части и хвостовика.
Рабочая часть метчика устроена следующим образом.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
Существуют следующие типы канавок.
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
Классификация метчиков по назначению
По назначению метчики делят на 4 вида.
Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
Изучите также таблицу соответствия диаметров.
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Полезные советы по использованию метчиков
Где купить нужные метчики?
Выгодно купить метчики различных типов вы можете непосредственно у нас. На страницах каталога вы найдете широкий ассортимент инструментов высшего качества от ведущих отечественных и зарубежных производителей.
К нашим преимуществам относятся:
Заказать плашки, наборы метчиков и иные приспособления вы можете по телефону или на сайте. Если есть вопросы, задайте их специалисту «РИНКОМ». Опытный мастер обязательно вам поможет.
Сверло метчик для чего
Как подобрать сверло под метчик
На подготовительном этапе к такой технологической операции как резьба посадочного места необходимо вначале правильно подобрать сверло под метчик. Его диаметр должен точно соответствовать инструменту, иначе возникнут сложности, которые негативно отразятся на качестве работы. Прочные твердосплавные сверла для резьбы можно заказать в нашей компании «Микрон». Вся продукция соответствует стандартам ГОСТа.
Особенности выбора сверл для подготовки черновой резьбы
Размеры сверл под метчики для нарезки резьбы подбирают в зависимости от этапа подготовки посадочного места. Создание черновых отверстий требует соблюдения следующих правил:
Точные параметры отверстий и предельные отклонения определены стандартами ГОСТ. В этом документе также указаны особенности посадочных мест в вязких и мягких материалах. Если резьбонарезание требует предельной точности, то ориентируются на ГОСТ. Приведенные ниже таблицы диаметра сверла под резьбу метчика и положения ГОСТ используют с целью получения качественных отверстий и исключения поломки оборудования.

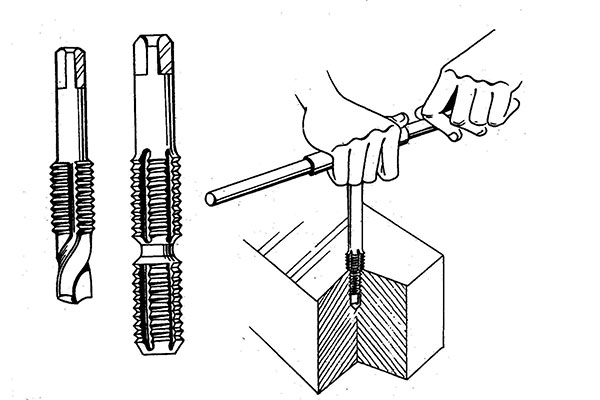
Используемые инструменты
Перед резьбонарезанием определяется диаметр посадочного места и производится его сверление. После этого используется метчик для нарезания резьбы – винтообразное устройство с режущими канавками, расположенными вдоль оси. Канавки делят рабочую часть на сегменты – гребенки с острыми краями.
Чтобы резьба получилась аккуратной и соответствовала требуемым геометрическим параметрам, ее нарезают постепенно, поэтапно снимая тонкие слои металла. Именно поэтому используют комбинированные метчики с разделенной на 3 части рабочей зоной (для грубой обработки, для растачивания канавок и для финишного этапа), либо наборы инструментов для предприятий. Единичные метчики с одним геометрическим параметром по всей длине стержня применяют в тех случаях, когда нужно обновить параметры резьбового отверстия.
Метчик чаще всего используется вместе с метчикодержателем или иначе воротком. Размер его посадочного отверстия должен совпадать с параметром хвостовика устройства.

Технология выполнения внутренней резьбы
Метчик в процессе формирования канавок не только срезает слой металла, но и продавливает материал. Поэтому диаметр сверла должен быть чуть меньше (на 0,5-0,7 мм), чем диаметр подготавливаемой резьбы.
В таблицах ГОСТа указаны D со стандартным и уменьшенным шагом. Рассчитать D металлорежущих сверл с коническим хвостовиком для метрических резьбовых отверстий можно и самостоятельно. Но для этого нужно знать диаметр предполагаемой резьбы. Из этого значения вычитают шаг резьбы, который можно посмотреть в таблице соответствия сверла и метчика.
Если для подготовки посадочного места применяется трехзаходный метчик, то определить диаметр отверстия можно по формуле До = Дм х 0,8. Первое значение это непосредственно нужный диаметр, а Дм – диаметр метчика.
Внутренняя резьба делается в несколько этапов:
В ходе выполнения манипуляции нужно учитывать, что движения не должны быть слишком затруднены. Если чувствуется сильное препятствие, то стоит повторно использовать предыдущие метчики или тщательно удалить всю стружку из углубления.
Виды резьбы и параметры
Резьбу классифицируют на разные типы по нескольким параметрам, это:
Перечисленные выше параметры определяют вид резьбы(и соответственно размеры сверл под метчики), она может быть:

Подбор сверла для метрических метчиков
Стандартными метчиками считаются устройства от М3 до М12. Какие нужны сверла под метчики под резьбу метрическую с крупным шагом можно узнать из таблицы
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
|---|---|
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10.2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 | 17.4-17.6 |
Если отверстие подготавливается в заготовках, которые будут использоваться в быту, то можно воспользоваться старым методом подбора. Например, нужно подготовить резьбу М8*1,5:
То есть размер сверла получается 6,5. Допускается округление полученных значений до большего.

Размеры сверл для трубных (дюймовых) метчиков
Подбор сверла под дюймовый метчик проводится по нижеприведенной таблице.
| G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0.907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0.18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | — | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | — | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2.309 | 11 | — | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | — | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | — | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 0.907 | 11 | — | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 1.337 | 11 | — | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 1.337 | 11 | — | 103. 77 | +0.22 | +0.43 |
| G4 | 1.814 | 11 | — | 110. 12 | +0.22 | +0.43 |
| G4 1/2 | 1.814 | 11 | — | 122. 82 | +0.22 | +0.43 |
| G5 | 1.814 | 11 | — | 135. 52 | +0.22 | +0.43 |
| G5 1/2 | 1.814 | 11 | — | 148. 22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | — | 160. 92 | +0.22 | +0.43 |

Как подобрать сверло под бесстружечный метчик
Метчики-раскатники применяются для выдавливания резьбы. Это бесстружечный способ, при котором металл деформируется в разные стороны от оси отверстия. Поэтому при черновой обработке место подготавливается большего параметра по сравнению с тем, когда нарезка делается со стружкой. Так для нарезания М8 с шагом в 1,5 потребуется инструмент с Д 6,5, а для раскатывания черновая работа проводится сверлом 7,45 мм.
Подбор сверл под трапецеидальную резьбу
Трапецеидальной называют ходовую, самотормозящую резьбу с высокой силой трения, Используется в подъемных технологиях, так как дополнительной фиксации не требует. Детали с трапецеидальным резьбовым отверстием используются в токарных станках, в вилочных погрузчиках, в прессах.
Таблица для выбора сверла под метчик для трапецеидальной резьбы
| Метчик | Диаметр сверла, мм | Метчик | Диаметр сверла, мм |
|---|---|---|---|
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |

Диаметры сверла под метчики UNC/UNF
В России такие устройства используются редко, в основном на предприятиях, занятых изготовлением заказов из зарубежных компаний. UNC обозначает крупную резьбу, UNF более мелкую. Подобрать инструмент для UNC правильно поможет ниже приведенная таблица.
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм |
|---|---|---|---|
| 1/4х20 | 5.1 | 7/8х9 | 19,5 |
| 5/16х18 | 6.5 | 1х8 | 22,25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30,75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39,5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
Помимо основных таблиц, приведенных в статье, при выборе оборудования стоит знать и основные положения ГОСТа 19257-73, 21348-75 и 18844-73. В них описаны все стандарты, применяемые на производствах при создании отверстий с разными диаметрами и типами резьбы.
Металлорежущий инструмент от производителя всегда можно заказать в нашей компании Микрон. Вся представленная в каталоге продукция изготовлена по ГОСТу и имеет все необходимые сертификаты. Наши консультанты смогут подсказать по телефону, как подобрать сверло под метчик. Постоянными клиентами Микрон являются металлообрабатывающие производства, машиностроительные предприятия, организации, относящиеся к атомной и нефтедобывающей отрасли. На складе всегда есть большое количество инструментария, поэтому отгрузка заказанного товара проводится сразу после обработки заявки.
г. Москва, ул. Электродная, д. 2, стр. 12
Офис: с 8:45 до 17:30, в пятницу до 16:00
Склад: с 10:00 до 16:00, в пятницу до 15:00